

成(chéng)型零件指濟南注塑加工成型形狀的各種(zhǒng)零件,包括(kuò)動模、定模及型腔、型芯、成型杆、排氣口等,成型零(líng)件由型芯和模具組成。型芯形成產品的內表麵(miàn),凹模形成產品的外表(biǎo)麵形狀。模具關閉(bì)後,型芯和型腔形成型腔。根據工藝(yì)和製造要求,有時芯模由(yóu)多個零件組成,有時整(zhěng)體製作,隻使用易損壞、難加工的鑲件。
通常,排氣孔可以位於模具型腔中熔體流動的末端(duān)或模具的分型麵上。後者是在模具(jù)一(yī)側開一個深0.03-0.2mm寬1.5-6mm的淺槽。在噴射過程中,不會有大量熔融材料從排氣(qì)孔泄漏,因(yīn)為熔融材料會在那裏冷卻和凝固,堵塞通道。排氣口的開口位置不應(yīng)麵向操作人員,以(yǐ)防止意外噴射熔融材料。此外,抽油杆與抽油孔(kǒng)的配合間隙、抽油塊與抽(chōu)油模板、抽油芯的配合間(jiān)隙(xì)也(yě)可用於抽油。
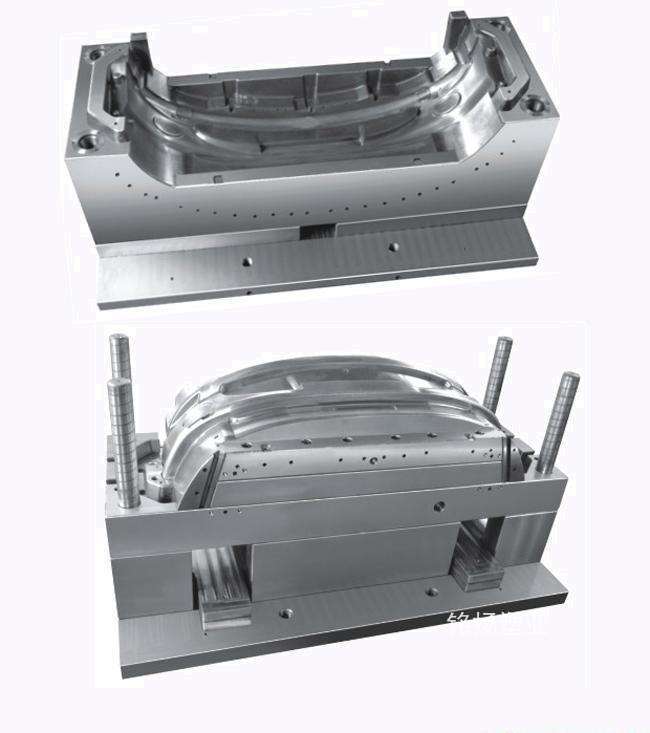
結構件是指形成模具結構的各種零件,包括導向件、脫模件、抽芯件和分型件。如前(qián)後夾板、前後扣(kòu)模板、壓板(bǎn)、承壓柱、導柱、拆模、脫模杆、回程杆等。
1.導(dǎo)向(xiàng)件。為了保證(zhèng)合模時動模與定模能準確對準,必須在模具中設置導向件。在注塑模(mó)中,導柱和導套通常由(yóu)四組(zǔ)組(zǔ)成。有時(shí)需要在動模和定模上設置內外錐麵一致,以輔助(zhù)定位。
2.推出機構。在開模過程中,需要有一個推料機構將流道內的塑料製品和骨(gǔ)料推出或拉出(chū)。推出(chū)固定板和推板以固定推(tuī)杆。通常,推杆也固定在推杆中,複(fù)位杆(gǎn)在移動和固定模關閉時複位推杆。
3.側抽芯機構。對(duì)於一(yī)些有側凹或側孔的塑料製品,在推出前必(bì)須進行(háng)側分,拉出側芯後才能順利取出側芯。此(cǐ)時,需要在模(mó)具(jù)中設置側(cè)抽(chōu)芯機(jī)構。
排氣口。它是在模(mó)具中打開的一個槽型(xíng)出風口,用來排出原始氣體(tǐ)和熔體帶入的氣體。當將熔融材料注入模腔時,原儲存在模腔中的空氣和熔體帶入的氣體必須通過料流末端的排氣口排至模外,否(fǒu)則,產品會出(chū)現氣孔、連接不良、充模不足(zú)等現象,或者由於壓縮引起的高溫,甚(shèn)至積聚的空氣也會燃燒產品。
緊輪注塑加(jiā)工")
具加工")
")
