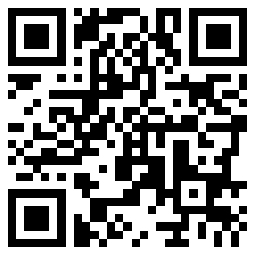
注塑模具加工(gōng)
時間:2019-12-11 08:59:27 瀏覽:4339次
注塑(sù)模具(jù)內的溫度各點不均勻,也和注射周(zhōu)期中的時間點有關。模溫機的作(zuò)用就是保(bǎo)持溫度恒定在2min和(hé)2max之間,也就是說防止溫度差在生產過程或間隙上下波動。以下的幾種控製方法適用於控製模(mó)具的溫度:控製流體溫度是最常用的方法,且(qiě)控(kòng)製精
度可以滿足大多數情況(kuàng)要求。使(shǐ)用這種控製方法,顯示在控製器的溫度和模具溫度並不一致;模具的溫度波動(dòng)相當大,因為影響模具的熱因素沒有直接測量和補償這些因素包括(kuò)注射周(zhōu)期的改變,注射速度,熔化溫度和室溫。其次就是模具(jù)溫度的(de)直接控製。該方法是在模具內部裝溫度傳感器,這在模具溫度控製精(jīng)度要求比較高的情況下才會采用。模具溫度控(kòng)製(zhì)的主要特點包(bāo)括:控製器設定的(de)溫度與模(mó)具溫度(dù)一致(zhì);影響模(mó)具的熱(rè)因素可以直接測量和補償。通常情況下,模具溫度的(de)穩定(dìng)性比通過控製流體溫度更好。此外,模具溫度控製在生產過程(chéng)控製中的重複性(xìng)較好。第三是聯合控製。聯合控製是上述方法(fǎ)的綜合,它能(néng)同時(shí)控製流體和(hé)模具的溫度。在聯合控製中,溫度傳感器在模具中的位置極其重要,放置溫度傳感器時,必須考慮形狀、結構及冷卻通道的位置。另外,溫度傳感器應被放置在對注塑件質(zhì)量起(qǐ)決定性作用的地方。連接一個或多個模溫機到注塑(sù)機控製(zhì)器上有很多途徑。從操作性、可靠性和抗幹擾(rǎo)考慮最好使用數字接口。